Dedicaremos varias entradas a enumerar los distintos tratamientos superficiales post-impresión que podemos llevar a cabo sobre una pieza ya impresa, centrándonos principalmente en la tecnología de impresión 3D FFF. Las posibilidades son múltiples, cada una con sus ventajas y desventajas. Distinguiremos entre procedimientos y tratamientos mecánicos, térmicos, químicos, de pegado, pintado, barnizado, etc.
La justificación de estos tratamientos esta en el hecho de que por muy buenos que sean los resultados obtenidos en la impresión de una pieza, siempre es posible que deseemos alcanzar unos acabados aún mejores y con un toque de calidad que vaya más allá de las posibilidades que ofrece la tecnología de impresión 3D que estemos utilizando. Otras veces simplemente buscamos una mayor personalización que nos diferencie de otros o, incluso, simplemente, algo tan sencillo como reparar, o al menos disimular, los pequeños defectos que hayan podido producirse durante una impresión.
Comenzaremos describiendo en esta entrada los posibles tratamientos post-impresión mecánicos que podemos utilizar sobre las piezas impresas.
En otras situaciones, con estos procedimientos lo que se busca es mejorar la calidad dimensionalde la pieza, en especial, de aquellas partes que requieran de unos ajustes más precisos. Por ejemplo, las partes de las piezas que deban estar en contacto en el caso de montajes multi-pieza.
Hay que tener en cuenta que en este tipo de tratamientos se produce, en mayor o menor medida, una eliminación de material en nuestra pieza, algo que puede afectar a la calidad dimensional de la misma. Por otra parte, si ya se prevé que será inevitable la aplicación del tratamiento, este efecto puede ser minimizado teniéndolo en cuenta ya desde el propio proceso de preparación del modelo 3D, esto es, sobre dimensionando ligeramente las partes que se considere necesario.
Los resultados obtenidos dependen en gran medida de la destreza y experiencia de la persona que aplica el procedimiento, pero en la mayoría de los casos bastará para conseguir un resultado satisfactorio.


Otra posibilidad, siempre en función del material de la pieza, es la utilización de pequeñas bolitas o microperlas de vidrio (“bead blasting”), bicarbonato de sodio (“soda blasting”) o arenas especiales de diferente granularidad y abrasividad, en cuyo caso el proceso se denomina directamente como arenado (“sand blasting”); en estos últimos casos, los acabados suelen ser mates.

Al impactar la granalla sobre la pieza, se produce una deformación plástica en la superficie que produce un cierto efecto de compactación en los salientes de las capas de impresión, lográndose así un efecto progresivo de suavizado de la superficie (eliminando el llamado “stepping”) y que suele ir acompañado además de un cierto endurecimiento. También se produce la eliminación de las rebabas y pequeños filamentos o trocitos de plástico que hayan podido quedar adheridos a la pieza de manera residual (proceso llamado desbarbado).



El acabado suele resultar bastante brillante, conservándose muy bien la calidad dimensional de la pieza. En algunos casos la mejora es tal que dota a la pieza de la estanqueidad necesaria para aplicaciones hidráulicas, o de una superficie lo suficientemente lisa como para poder aplicar directamente un tratamiento de pintado.



En entornos domésticos y maker para pulir mecánicamente las piezas impresas en 3D FFF se emplean pequeños equipos, muchos de fabricación casera, similares a molinillos o pequeñas cazuelas, y en los que además, frecuentemente, se utiliza como granalla tornilleria o tuercas de pequeño tamaño.
La desventaja de este tratamiento respecto del anterior, es que el granallado permite localizar la aplicación del mismo, mientras que ahora el tratamiento se aplica a toda la pieza de un modo bastante homogeneo en todas sus superficies expuestas. Por el contrario, el granallado tiene como desventaja el que requiere de un espacio cerrado y protegido para evitar que las partículas del chorro escapen al ambiente o puedan impactar contra el usuario.

En cualquier caso, tanto el granallado como el pulido por inmersión son tratamientos que pueden resultar muy agresivos. Por ello, las zonas sobre las que no interesa aplicar cualquiera de los tratamientos anteriores, como pueden ser las esquinas (para evitar su redondeo) o los pequeños detalles (para evitar la pérdida de definición), suelen ser encintadas previamente al tratamiento para protegerlas.
En el caso de los termoplásticos apenas se aplican los mecanizados, ya que el calentamiento que originan provoca la fusión del material así como posibles deformaciones, algo que unido al elevado coeficiente de dilatación que suelen presentar estos materiales, hace muy difícil el garantizar la calidad dimensional finalmente obtenida. A esto se une el hecho de que la forma en la que se construyen las piezas, por adicción de capas en planos, hace que las piezas presenten propiedades anisotrópicas (que varían según la dirección), junto con problemas como la posibilidad de que se desprendan o arranquen las capas, etc.
A nivel industrial se utilizan procesos de mecanizado sólo con algunos tipos termoplásticos de ingeniería de alto rendimiento, utilizando para ello equipos CNC dotados con útiles, parametrizaciones y sistemas de refrigeración (taladrinas, soplados de aire, etc.) específicos para el material empleado.

A un nivel de impresión 3D más convencional, se pueden realizar algunas operaciones en ciertos casos como el de piezas de ABS, nylon y, en general, termoplásticos que tengan un punto de fusión suficientemente elevado. En la mayoría de los casos el procedimiento se limitará a utilizar un taladro a baja velocidad con el que repasar y mejorar la calidad dimensional de las perforaciones cilíndricas ya obtenidas durante el propio proceso de impresión. Para evitar desprendimientos y otros problemas se recomienda usar una protección superficial para pieza, como por ejemplo utilizar cinta de carrocero.
Por DIMA3D

La justificación de estos tratamientos esta en el hecho de que por muy buenos que sean los resultados obtenidos en la impresión de una pieza, siempre es posible que deseemos alcanzar unos acabados aún mejores y con un toque de calidad que vaya más allá de las posibilidades que ofrece la tecnología de impresión 3D que estemos utilizando. Otras veces simplemente buscamos una mayor personalización que nos diferencie de otros o, incluso, simplemente, algo tan sencillo como reparar, o al menos disimular, los pequeños defectos que hayan podido producirse durante una impresión.
Comenzaremos describiendo en esta entrada los posibles tratamientos post-impresión mecánicos que podemos utilizar sobre las piezas impresas.
Tratamientos mecánicos de acabado post-impresión
Con estos tratamientos buscaremos eliminar las rebabas y los restos de material no deseado que puedan haberse depositado en la pieza, así como suavizar los acabados superficiales que resulten demasiado ásperos o rugosos. Hablamos de aquellos que suelen producirse sobre todo en partes donde la geometría de la pieza se complica.En otras situaciones, con estos procedimientos lo que se busca es mejorar la calidad dimensionalde la pieza, en especial, de aquellas partes que requieran de unos ajustes más precisos. Por ejemplo, las partes de las piezas que deban estar en contacto en el caso de montajes multi-pieza.
Hay que tener en cuenta que en este tipo de tratamientos se produce, en mayor o menor medida, una eliminación de material en nuestra pieza, algo que puede afectar a la calidad dimensional de la misma. Por otra parte, si ya se prevé que será inevitable la aplicación del tratamiento, este efecto puede ser minimizado teniéndolo en cuenta ya desde el propio proceso de preparación del modelo 3D, esto es, sobre dimensionando ligeramente las partes que se considere necesario.
Procedimientos manuales básicos
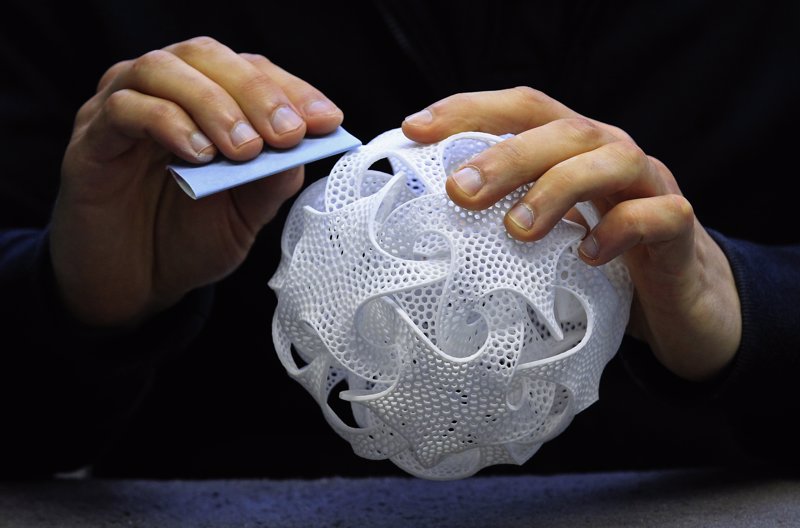
Para realizar el proceso de manera manual pueden emplearse cuchillas, espátulas, lijas, limas, minipulidoras, etc. y todos aquellos útiles que puedan considerarse válidos en un momento dado.Los resultados obtenidos dependen en gran medida de la destreza y experiencia de la persona que aplica el procedimiento, pero en la mayoría de los casos bastará para conseguir un resultado satisfactorio.
Lijado manual (fuente europapress.es) Tratamientos superficiales
Tratamientos post-impresión avanzados utilizando equipos especializados
A nivel más profesional, especialmente cuando las piezas impresas son de material metálico, aunque también se emplean con termoplásticos, se suele recurrir a equipos de tratamiento más especializado, como la utilización de máquinas de granallado, equipos de pulido con abrasivospor vibración, y, en algunos casos, incluso a procedimientos de mecanizado que conllevan la eliminación de parte del material de la pieza.– Granallados y arenados
La primera de estas operaciones, el granallado (“bead blasting”), es un proceso que consiste en someter a las piezas a un chorro de pequeños trocitos de material, el cual se dispara mediante una pistola manual que funciona con aire a presión. En nuestro caso, suelen ser pequeños trocitos de termoplásticos triturados (reciclados, por ejemplo, de impresiones desestimadas), de una dureza similar o ligeramente superior a la del material de la pieza.
Granalla plástica (fuente abrasivosymaquinaria.com)
Otra posibilidad, siempre en función del material de la pieza, es la utilización de pequeñas bolitas o microperlas de vidrio (“bead blasting”), bicarbonato de sodio (“soda blasting”) o arenas especiales de diferente granularidad y abrasividad, en cuyo caso el proceso se denomina directamente como arenado (“sand blasting”); en estos últimos casos, los acabados suelen ser mates.
Granalla de microesferas de vidrio (fuente abrasivosymaquinaria.com)
Al impactar la granalla sobre la pieza, se produce una deformación plástica en la superficie que produce un cierto efecto de compactación en los salientes de las capas de impresión, lográndose así un efecto progresivo de suavizado de la superficie (eliminando el llamado “stepping”) y que suele ir acompañado además de un cierto endurecimiento. También se produce la eliminación de las rebabas y pequeños filamentos o trocitos de plástico que hayan podido quedar adheridos a la pieza de manera residual (proceso llamado desbarbado).
Pistola de granallado con microperlas (fuente machinedesign.com)
Cabina de arenado con pistola para eliminar restos superficiales (fuente i.materialise.com)
Comparativa de la misma pieza con y sin tratamiento por chorro de arena (Fuente instructables.com)
El acabado suele resultar bastante brillante, conservándose muy bien la calidad dimensional de la pieza. En algunos casos la mejora es tal que dota a la pieza de la estanqueidad necesaria para aplicaciones hidráulicas, o de una superficie lo suficientemente lisa como para poder aplicar directamente un tratamiento de pintado.
Aspecto de una pieza impresa con tecnología 3D FF tras ser tratada con bicarbonato de sodio (fuente machinedesign.com)
– Pulido con abrasivos
El segundo tratamiento mencionado consiste el pulido por inmersión de la pieza en un material abrasivo colocado en un recipiente vibratorio o rotatorio (“vibratory tumbler” o “rotatory tumbler”). El material abrasivo empleado puede ser de diferentes tipos, según los resultados que se busquen (desgaste, abrillantado, compactación, etc.), y para ello se utilizan arenas especiales, piedras pómez, trozos de cerámicas, de vidrios o termoplásticos, que pueden ir acompañados de liquidos a modo de lubricantes y/o para retener el polvo que se genere. El roce de estos con la pieza va desgastando y/o compactando progresivamente toda la superficie de la misma en un efecto similar al granallado.
Equipo para tratamiento de pulido con abrasivos por vibración (Fuente tctmagazine.com)
En entornos domésticos y maker para pulir mecánicamente las piezas impresas en 3D FFF se emplean pequeños equipos, muchos de fabricación casera, similares a molinillos o pequeñas cazuelas, y en los que además, frecuentemente, se utiliza como granalla tornilleria o tuercas de pequeño tamaño.
La desventaja de este tratamiento respecto del anterior, es que el granallado permite localizar la aplicación del mismo, mientras que ahora el tratamiento se aplica a toda la pieza de un modo bastante homogeneo en todas sus superficies expuestas. Por el contrario, el granallado tiene como desventaja el que requiere de un espacio cerrado y protegido para evitar que las partículas del chorro escapen al ambiente o puedan impactar contra el usuario.
Pieza de Nylon sin tratar (izquierda) y pulida con abrasivos por vibración (derecha) (Fuente shapeways.com)
En cualquier caso, tanto el granallado como el pulido por inmersión son tratamientos que pueden resultar muy agresivos. Por ello, las zonas sobre las que no interesa aplicar cualquiera de los tratamientos anteriores, como pueden ser las esquinas (para evitar su redondeo) o los pequeños detalles (para evitar la pérdida de definición), suelen ser encintadas previamente al tratamiento para protegerlas.
– Mecanizados
Otros posibles tratamientos mecánicos son todos aquellos que resultan análogos a los que se realizan en los procesos de fabricación por mecanizado o eliminación de material (taladrados, torneados, fresados, etc.). Se aplican en especial cuando las piezas impresas son fundamentalmente metálicas, ya sean impresas directamente o bien obtenidas por medio de un proceso indirecto (p.e.- en joyería, las piezas fundidas en el que el modelo se imprime utilizando una cera y después este se utiliza como molde para el proceso a la “cera pérdida”).En el caso de los termoplásticos apenas se aplican los mecanizados, ya que el calentamiento que originan provoca la fusión del material así como posibles deformaciones, algo que unido al elevado coeficiente de dilatación que suelen presentar estos materiales, hace muy difícil el garantizar la calidad dimensional finalmente obtenida. A esto se une el hecho de que la forma en la que se construyen las piezas, por adicción de capas en planos, hace que las piezas presenten propiedades anisotrópicas (que varían según la dirección), junto con problemas como la posibilidad de que se desprendan o arranquen las capas, etc.
A nivel industrial se utilizan procesos de mecanizado sólo con algunos tipos termoplásticos de ingeniería de alto rendimiento, utilizando para ello equipos CNC dotados con útiles, parametrizaciones y sistemas de refrigeración (taladrinas, soplados de aire, etc.) específicos para el material empleado.
Mecanizado de una pieza plástica (Fuente mecanizadosplasticos.es)
A un nivel de impresión 3D más convencional, se pueden realizar algunas operaciones en ciertos casos como el de piezas de ABS, nylon y, en general, termoplásticos que tengan un punto de fusión suficientemente elevado. En la mayoría de los casos el procedimiento se limitará a utilizar un taladro a baja velocidad con el que repasar y mejorar la calidad dimensional de las perforaciones cilíndricas ya obtenidas durante el propio proceso de impresión. Para evitar desprendimientos y otros problemas se recomienda usar una protección superficial para pieza, como por ejemplo utilizar cinta de carrocero.
Por DIMA3D
Puedes ver Más








Conocenos Más











{kind=link}
{kind=link}